

联系人:郭总经理
电话:133 8754 6969
网址:cencent.com
E-mail:
公司服务热线:
地址:武汉市黄陂区横店格天光电科技产业园B栋
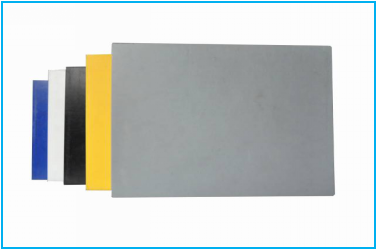
防静电PA板加工前干燥时间需结合材料特性与加工条件确定,核心目的是去除板材吸附的水分,避免加工中出现气泡裂纹或防静电性能波动。PA基材本身吸湿性较强,防静电PA板因添加导电填料(如碳纤维、炭黑),吸潮后更易影响加工精度与表面电阻稳定性。
基础干燥时长为4-6小时。行业通用标准是在80-100℃温度下烘干,此区间能平衡水分蒸发效率与材料稳定性,避免温度过高导致导电填料分布不均。比如加工电子厂工作台面用的6mm防静电PA板,在90℃烘箱中干燥5小时,可将含水率控制在0.1%以下,满足后续CNC铣削需求。

板材厚度会影响干燥时间。10mm以下薄板4小时可达标,15-20mm厚板需延长至6-8小时,因厚板内部水分扩散速度慢,需充足时间渗透蒸发。若直接加工未充分干燥的厚板,钻孔或铣削时易出现分层开裂,同时表面电阻可能从10⁶Ω漂移至10¹¹Ω以上,失去防静电效果。
存储环境湿度是重要变量。相对湿度超过60%的环境中存放的防静电PA板,需额外增加1-2小时干燥时间。已开封未密封的板材吸潮更快,建议干燥前先检测含水率,可通过称重法初步判断,含水率超过0.2%时需延长干燥时长。
干燥设备选择影响效率。普通热风烘箱需严格把控时间,去湿干燥机因能控制湿度在0.02%以下,可将干燥时间缩短至3-5小时,且干燥后板材需尽快加工,若放置超过2小时,建议重新干燥30分钟。干燥过程中需避免频繁开启烘箱门,防止湿气再次侵入,影响干燥效果。
| 序号 | 名称 | 上传时间 | 操作 |
|---|
地址:武汉市黄陂区横店格天光电科技产业园B栋 电话:
传真:
网址:cencent.com
E-mail:





 友情链接:
友情链接: